



找廊坊数控弯曲中心实体大厂
调直钢筋被压辊拖动,以一定速度行进(一般情况钢筋前进速度为30m/min),锤头上下往复运动为600次/分,则锤头完成一个行程需要0.1s,即数控弯箍机构从接收到信 ,到锤头落下弯箍完成,时间在0~0.1s范围内变化。若让钢筋自由行走,钢筋必须会存在0~50mm之间的行走误差。按照目前数控钢筋笼滚焊机的定长方法,是到位后迫使钢筋停止前进,来所需的弯箍精度,则夹辊与钢筋间将存在相对运动而打滑,弯曲中心;势必在钢筋表面形成划痕。同样,迫使钢筋停止前进亦会产生上节所出现的情况,而且钢筋越长,误差越严重。还有一种可能就是钢筋顶动数控弯箍机的定尺板,因弯曲引起的误差。受料架上定尺板及拉筋均有一定的质量,且存在滑动摩擦力,而且还要拖动行程开关动作,钢筋或多或少地存在一定的弯曲,不可避免地存在定长误差。以上内容由我们厂家给大家讲述的数控钢筋笼滚焊机定尺弯箍误差的原因,如果您想了解更多关于数控钢筋笼滚焊机的信息,进行查询。
 建贸机械设备有限公司
四机头数控钢筋弯曲中心为满足客户的多功能要求而研制开发,是数控双机头立式钢筋弯曲中心的升级版本,在两个弯曲主机的基础上又增加了两个移动式弯曲主机,并相应增加的储料、输料的长度;一般用于铁路、公路、电力、市政、桥梁和预制等建设领域。四机头数控钢筋弯曲中心设备产品特点:
1.弯曲和行走均采用伺服电机驱动,确保设备运行稳定,控制加工精度在1mm以内。
2.钢筋中间夹紧机构采用气缸夹紧,气动结构后期故障率低,使用寿命长。
4.钢筋加持机构采用柔性钢筋锁紧机构,在夹紧钢筋的同时不损伤钢筋。
5.行走采用齿条齿轮啮合传动方式,了机头行走稳定性,行走尺寸更加准确。
6.采用齿轮二级减速结构,使传动方式更加稳定,缩短设备中心距,可满足更多图型加工;
7.采用PLC控制系统,放入钢筋后可直接弯曲,缩短机头行走浪费的时间。
8.操作系统具有柔性安全保护功能,设备在误操作后尽量不会损伤器械。
建贸机械设备有限公司
四机头数控钢筋弯曲中心为满足客户的多功能要求而研制开发,是数控双机头立式钢筋弯曲中心的升级版本,在两个弯曲主机的基础上又增加了两个移动式弯曲主机,并相应增加的储料、输料的长度;一般用于铁路、公路、电力、市政、桥梁和预制等建设领域。四机头数控钢筋弯曲中心设备产品特点:
1.弯曲和行走均采用伺服电机驱动,确保设备运行稳定,控制加工精度在1mm以内。
2.钢筋中间夹紧机构采用气缸夹紧,气动结构后期故障率低,使用寿命长。
4.钢筋加持机构采用柔性钢筋锁紧机构,在夹紧钢筋的同时不损伤钢筋。
5.行走采用齿条齿轮啮合传动方式,了机头行走稳定性,行走尺寸更加准确。
6.采用齿轮二级减速结构,使传动方式更加稳定,缩短设备中心距,可满足更多图型加工;
7.采用PLC控制系统,放入钢筋后可直接弯曲,缩短机头行走浪费的时间。
8.操作系统具有柔性安全保护功能,设备在误操作后尽量不会损伤器械。
 jmc1
建贸机械设备有限公司
数控钢筋弯曲中心作业时,要注意检查下机身固定,确保设备能正常加工,数控钢筋弯曲机的内部组成是怎样的呢?一起了解下吧。加工钢筋的数控钢筋弯曲机,内部主要是由电机,加工部分,以及本体,还有一些电路等组成的,钢筋弯曲机的加工部分,中央有一个类似于大圆盘的装置,这是用于弯曲钢筋承载的本体,当钢筋弯曲机开启的时候,就会支撑销稳定好钢筋,同时利用一定的转速将钢筋进行缓慢的变形。还有钢筋弯曲机的电机,采用了新式的设计,不仅在动力上有所保障,同时也能很好的利用好所给的电源进行合理的分配。关于钢筋弯曲机的内部组成,先简单给大家分享这么多,希望对大家了解数控钢筋弯曲机有帮助,欢迎随时联系我们,我们竭诚等待与你们的合作
jmc1
建贸机械设备有限公司
数控钢筋弯曲中心作业时,要注意检查下机身固定,确保设备能正常加工,数控钢筋弯曲机的内部组成是怎样的呢?一起了解下吧。加工钢筋的数控钢筋弯曲机,内部主要是由电机,加工部分,以及本体,还有一些电路等组成的,钢筋弯曲机的加工部分,中央有一个类似于大圆盘的装置,这是用于弯曲钢筋承载的本体,当钢筋弯曲机开启的时候,就会支撑销稳定好钢筋,同时利用一定的转速将钢筋进行缓慢的变形。还有钢筋弯曲机的电机,采用了新式的设计,不仅在动力上有所保障,同时也能很好的利用好所给的电源进行合理的分配。关于钢筋弯曲机的内部组成,先简单给大家分享这么多,希望对大家了解数控钢筋弯曲机有帮助,欢迎随时联系我们,我们竭诚等待与你们的合作
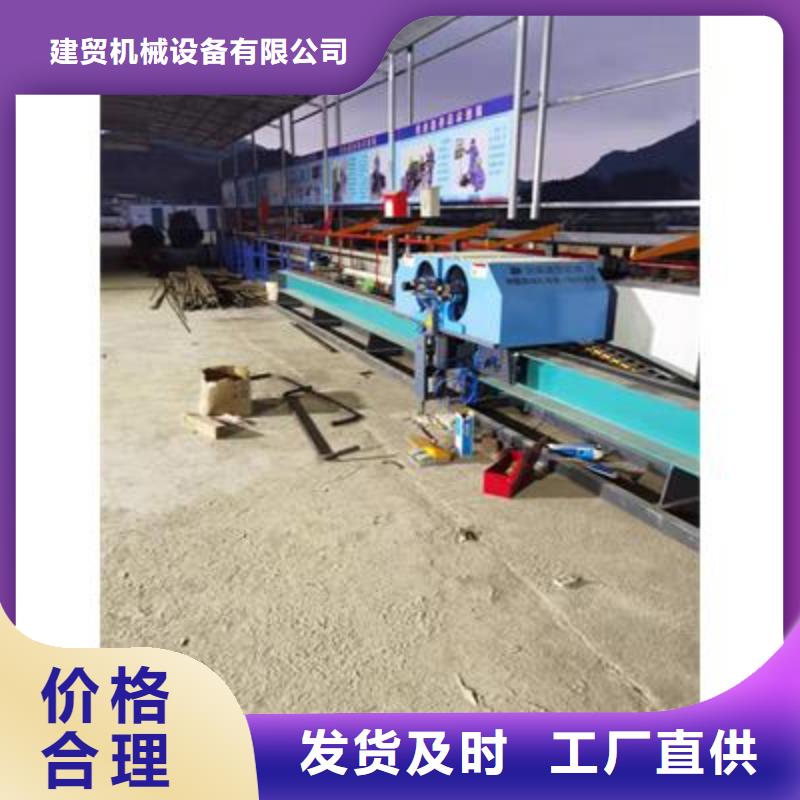
 数控钢筋弯箍机,钢筋弯箍机由水平和垂直的可自动调节的两套矫直轮组成,结合4个牵引轮,由进口伺服电机驱动,确保钢筋的矫直达到的精度。数控弯箍机可将冷轧和热轧盘条钢筋进行矫直、切断和弯曲操作,用来加工结构梁或柱用箍筋,采用的工业计算机程序控制,可加工几百种不同形状的箍筋,弯曲中心;自动化程度高,操作方便,生产效率高。钢筋滚丝机是采用剥肋滚压工艺,加工钢筋连接端直螺纹的机器。钢筋滚压直螺纹连接,适用于工业与民用建筑物,要求充分发挥钢筋强度和延性的结构重要部位的坚向、斜向、水平钢筋的连接施工。它工艺简单快捷,可以予制,无明火作业、不污染环境、无着火隐患、安全可靠、可全天候施工,节约了大量钢材和能源。使用钢筋滚丝机时注意事项:1.没有冷却液时严禁滚轧加工螺纹。待加工的钢筋端部应平整必须用无齿锯下料。2.滚丝机冷却液体必须使用水溶性乳化冷却液严禁使用油性冷却液更不可用普通润滑油代替。3.在初始切削时进给应均匀切勿猛进以防刀刃崩裂。
jmc1
数控钢筋弯箍机,钢筋弯箍机由水平和垂直的可自动调节的两套矫直轮组成,结合4个牵引轮,由进口伺服电机驱动,确保钢筋的矫直达到的精度。数控弯箍机可将冷轧和热轧盘条钢筋进行矫直、切断和弯曲操作,用来加工结构梁或柱用箍筋,采用的工业计算机程序控制,可加工几百种不同形状的箍筋,弯曲中心;自动化程度高,操作方便,生产效率高。钢筋滚丝机是采用剥肋滚压工艺,加工钢筋连接端直螺纹的机器。钢筋滚压直螺纹连接,适用于工业与民用建筑物,要求充分发挥钢筋强度和延性的结构重要部位的坚向、斜向、水平钢筋的连接施工。它工艺简单快捷,可以予制,无明火作业、不污染环境、无着火隐患、安全可靠、可全天候施工,节约了大量钢材和能源。使用钢筋滚丝机时注意事项:1.没有冷却液时严禁滚轧加工螺纹。待加工的钢筋端部应平整必须用无齿锯下料。2.滚丝机冷却液体必须使用水溶性乳化冷却液严禁使用油性冷却液更不可用普通润滑油代替。3.在初始切削时进给应均匀切勿猛进以防刀刃崩裂。
jmc1
| 产品参数 | |
|---|---|
| 产品价格 | 10000/台 |
| 发货期限 | 2 |
| 供货总量 | 666 |
| 运费说明 | 物流 |
| 最小起订 | 1 |
| 质量等级 | 1 |
| 是否厂家 | 是 |
| 产品材质 | 数控 |
| 产品品牌 | 河南建贸 |
| 产品规格 | JMW2-32 |
| 发货城市 | 河南许昌 |
| 产品产地 | 河南许昌 |
| 加工定制 | 可 |
| 产品型号 | JMW2-32 |
| 可售卖地 | 全国 |
| 产品重量 | 4500KG |
| 产品颜色 | 红 |
| 质保时间 | 1年 |
| 外形尺寸 | 12米 |
| 适用领域 | 钢筋弯曲 |
| 是否进口 | 否 |
| 质量认证 | 厂家自检 |
| 产品功率 | 19KW |
| 工作温度 | 常温 |
| 长度 | 12米 |
| 钢筋范围 | 10-32 |
| 弯曲速度 | 48°-72°/s |
| 弯曲机横向移动速度 | 0.5-1m/s |
| 弯曲方向 | 双向 |
| 平均耗电 | 5KW/H |
| 配置 | 选配 |
